Por que as máquinas termoplásticas de marcação rodoviária melhoram a eficiência da construção rodoviária e reduzem custos a longo prazo
2026-06-23
body { font-family: Georgia, 'Times New Roman', serif; color: #1a1a1a; line-height: 1.8; max-width: 780px; margin: 0 auto; padding: 20px; }
h1 { font-size: 28px; font-weight: 700; color: #0d1b2a; border-bottom: 2px solid #e65100; padding-bottom: 12px; margin-bottom: 24px; }
h2 { font-size: 20px; font-weight: 700; color: #1b3a5c; margin-top: 36px; margin-bottom: 14px; border-left: 4px solid #e65100; padding-left: 12px; }
h3 { font-size: 17px; font-weight: 600; color: #2c3e50; margin-top: 28px; }
p { margin-bottom: 16px; text-align: justify; }
table { width: 100%; border-collapse: collapse; margin: 20px 0; font-size: 14px; }
th { background: #1b3a5c; color: #fff; padding: 10px 12px; text-align: left; font-weight: 600; }
td { padding: 10px 12px; border-bottom: 1px solid #ddd; }
tr:nth-child(even) td { background: #f8f9fa; }
ul, ol { margin: 12px 0 12px 20px; }
li { margin-bottom: 8px; }
blockquote { background: #f5f5f5; border-left: 4px solid #e65100; padding: 14px 18px; margin: 20px 0; font-style: italic; color: #555; }
.faq { background: #f0f4f8; padding: 24px; border-radius: 6px; margin: 32px 0; }
.faq dt { font-weight: 700; color: #0d1b2a; margin-top: 16px; }
.faq dd { margin-left: 0; margin-top: 6px; color: #333; }
.cta { background: linear-gradient(135deg, #1b3a5c 0%, #0d1b2a 100%); color: #fff; padding: 28px; border-radius: 6px; margin: 36px 0; text-align: center; }
.cta h3 { color: #fff; margin-top: 0; }
.cta a { color: #ffab40; font-weight: 600; }
.data-highlight { color: #e65100; font-weight: 700; }
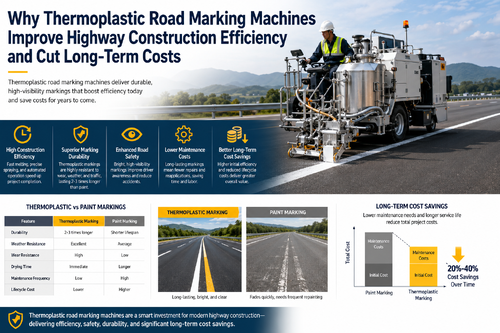
Por que as máquinas termoplásticas de marcação rodoviária melhoram a eficiência da construção de rodovias
No verão de 2023, um empreiteiro no Texas passou 11 noites reformando um trecho de 22 quilômetros da I-35. A tinta fria aplicada em fevereiro ficou quase invisível em cinco meses. Somente o controle de tráfego consumiu 40% do orçamento do projeto. A tripulação estava de volta ao mesmo trecho antes do final da temporada. Este não é um caso isolado – é o resultado previsível da escolha do material e equipamento de marcação errados para o trabalho.
Em toda a América do Norte, Europa e Sudeste Asiático, as autoridades rodoviárias estão a tornar as especificações mais rigorosas. Os padrões AASHTO, EN 1436 e ASTM aumentaram os requisitos de retrorrefletividade na última década. As tintas frias à base de solventes falham cada vez mais em atingir esses limites nos últimos 12 meses. As marcações termoplásticas, aplicadas com equipamentos de hot melt adequadamente projetados, estão se tornando o padrão para rodovias com AADT acima de 15.000. A máquina importa tanto quanto o material.
O verdadeiro problema: por que as marcações nas rodovias falham prematuramente
Quando uma sinalização rodoviária falha, o sintoma visível é simples: a linha desaparece. A causa raiz geralmente é uma cadeia de falhas que começa muito antes da primeira faixa atingir o pavimento.
1. Incompatibilidade na seleção de materiais
A tinta fria custa cerca de US$ 0,08 a US$ 0,15 por pé linear para uma linha de 4 polegadas. Mas numa rodovia com 30.000 veículos por dia, a tinta fria perde 60% de sua retrorrefletividade dentro de 4 a 8 meses. O Texas A&M Transportation Institute documentou isso em um estudo de 2019 em sete locais de teste: as tintas à base de solvente tiveram em média 90-110 mcd/m²/lx na aplicação, caindo abaixo do mínimo FHWA de 100 mcd/m²/lx em 180 dias em seções de alto tráfego.
O termoplástico, por outro lado, começa em 220-350 mcd/m²/lx e se mantém acima de 150 mcd/m²/lx por 2 a 3 anos nas mesmas estradas. O custo do material por metro linear é mais alto – US$ 0,25 a US$ 0,45 – mas levando em consideração o controle de tráfego, o fechamento de faixas e a mão de obra para reaplicação, o custo anualizado muda decisivamente em favor do termoplástico.
2. Inconsistência de temperatura de aplicação
É aqui que a máquina se torna a variável crítica. O termoplástico deve ser aquecido até200-220°C (392-428°F)e mantido dentro de uma janela estreita. Caindo abaixo de 190°C, a viscosidade do material aumenta, produzindo espessura irregular do filme. Exceda 230°C e o aglutinante se degrada – amarelecimento, fragilização e perda prematura de esferas de vidro ocorrem em poucos meses.
Chaleiras de hot melt básicas com aquecimento de zona única e controle manual de temperatura produzem oscilações de ±15°C. Uma máquina de marcação rodoviária termoplástica bem projetada com aquecimento de zona dupla ou tripla e queimadores controlados por PID mantém ±3°C. Essa diferença de 12°C se traduz diretamente em marcar a longevidade. O mesmo material termoplástico, aplicado a 195°C versus 218°C, apresenta uma diferença de 30% na retenção do cordão de vidro após 12 meses de tráfego.
3. Profundidade de incorporação do grânulo de vidro
A retrorrefletividade vem das esferas de vidro, não do material de marcação. As contas devem incorporar 50-60% do seu diâmetro – profundo o suficiente para ancorar, raso o suficiente para refletir. Muito raso e os pneus os rasgam em semanas. Muito profundo e o cordão fica enterrado, produzindo zero refletividade desde o primeiro dia.
Uma máquina termoplástica de qualidade controla a aplicação do cordão independentemente do fluxo do material. O dispensador de esferas deve alimentar as esferas por gravidade ou por pressão imediatamente atrás da sapata de extrusão, antes que o material descasque. Com a distribuição sincronizada de esferas vinculada à velocidade de deslocamento, a consistência da incorporação melhora drasticamente. Máquinas que dependem de transmissão manual de esferas – ainda comuns em unidades importadas de baixo custo – produzem variação de incorporação de 20 a 40%, o que significa que uma porção significativa de esferas é desperdiçada ou ineficaz.
Termoplástico x tinta fria x dois componentes: uma comparação baseada em dados
Parâmetro
Tinta Solvente Fria
Dois componentes (2K)
Termoplástico (Hot Melt)
Custo de material por pé linear (linha de 4")
US$ 0,08 – US$ 0,15
US$ 0,18 – US$ 0,35
US$ 0,25 – US$ 0,45
Retrorrefletividade inicial (mcd/m²/lx)
90 – 150
200 – 350
220 – 380
Retrorrefletividade após 18 meses (tráfego intenso)
30 – 60
100 – 160
140 – 220
Vida útil típica (AADT >20.000)
4 – 8 meses
18 – 30 meses
24 – 48 meses
Tempo de secagem (até no-track @ 25°C)
5 – 15 minutos
15 – 45 minutos
2 – 10 minutos
Temperatura de aplicação
Ambiente
Ambiente (cura química)
200 – 220ºC
Tempo de fechamento da faixa (por km, linha única)
20 – 30 minutos
30 – 60 minutos
10 – 20 minutos
Retenção de esferas de vidro (% após 12 meses)
40 – 55%
60 – 75%
70 – 85%
Custo anualizado (material + mão de obra + TMP)
$ 0,42 – $ 0,78 / pé
US$ 0,22 – US$ 0,41/pé
US$ 0,15 – US$ 0,28/pé
Visão principal:A tinta fria tem o menor custo inicial do material, mas o maior custo anualizado. O termoplástico é 40-65% mais barato ao ano quando se contabiliza a frequência de reaplicação, controle de tráfego e mão de obra. A qualidade da máquina amplifica ou diminui essa vantagem – uma chaleira mal controlada pode anular totalmente a economia do ciclo de vida.
O que torna uma máquina termoplástica de marcação rodoviária eficiente: 5 critérios técnicos
1. Projeto do sistema de aquecimento: zona única vs. zona múltipla
Uma chaleira de zona única aquece todo o tanque com um queimador. O material na parte inferior pode atingir 220°C, enquanto o material próximo ao topo fica a 185°C. Quando o operador extrai pela parte inferior, a temperatura da aplicação aumenta; à medida que o tanque fica vazio, o material restante superaquece e se degrada.
O aquecimento multizona – com queimadores separados para o tanque principal e a sapata de extrusão – elimina esta estratificação. O tanque principal mantém a temperatura global (190-200°C), enquanto a zona de aplicação aumenta até o alvo final (205-215°C) imediatamente antes da extrusão. Esta é a diferença entre uma linha uniforme de 2,0 mm e uma que varia de 1,2 mm a 2,8 mm em uma única carga de tanque.
2. Sistema de agitação: contínuo vs. intermitente
O composto termoplástico contém cargas, resinas aglutinantes e esferas de vidro. Sem agitação contínua, estes componentes estratificam por densidade. O resultado: segmentos de linha ricos em resina (frágeis) seguidos por segmentos ricos em carga (aderência fraca).
Procure máquinas comsistema de agitação contínua com acionamento hidráulico ou elétricoentre 40 e 80 rpm. A agitação intermitente — comum onde o agitador compartilha um acionamento com a velocidade de deslocamento — produz variação de composição de ±15% durante um turno. A agitação contínua mantém abaixo de ±3%.
3. Design da matriz de extrusão e flexibilidade de largura
A sapata de extrusão determina o perfil da linha. Uma sapata de largura fixa limita você a uma largura de linha. Sistemas de sapatas intercambiáveis — que suportam larguras de 100 mm, 150 mm, 200 mm, 300 mm e 400 mm — proporcionam flexibilidade ao empreiteiro sem a necessidade de múltiplas máquinas. A sapata deve ser aquecida (não apenas o tanque) para evitar o desgaste do material na borda da matriz, o que causa linhas de arrasto e bordas inconsistentes.
Para trabalhos em rodovias, procure uma matriz que produza ummarcação de perfil elevado (convexo)de 1,5-3,0 mm de espessura. Marcações de perfil elevado fornecem feedback sonoro e vibratório para motoristas em movimento - um requisito cada vez mais especificado para linhas de borda e linhas de centro sob as diretrizes EN 1436 e AASHTO.
4. Aplicação de contas de vidro: pressão x gravidade x manual
A transmissão manual de esferas – um operador agitando esferas de um recipiente portátil – é o método mais barato e menos consistente. A distribuição do cordão varia em ±35% ao longo de 100 metros de linha.
Os dispensadores alimentados por gravidade melhoram a consistência para ±15%. Sistemas alimentados por pressão, usando ar comprimido para projetar grânulos na superfície termoplástica ainda fundida, alcançam ±8% de uniformidade. Para rodovias onde a retrorrefletividade é especificada contratualmente, a aplicação de cordão alimentado por pressão é o padrão mínimo para atender aos requisitos de garantia além de 24 meses.
5. Controle de velocidade no solo e sincronização de fluxo de materiais
A relação entre a velocidade de deslocamento e a saída da bomba de material determina a espessura da linha. Em máquinas mais antigas com acionamento mecânico, o operador ajusta manualmente o curso da bomba – produzindo uma variação de espessura de ±20%.
Máquinas modernas com acionamento hidráulico ou servo-acionadas utilizam umroda codificadora de seguimento ao soloque sincroniza automaticamente o fluxo de material com a velocidade de deslocamento. Seja operando a 3 km/h ou a 8 km/h, a máquina mantém a espessura programada. Para contratos rodoviários com especificações mínimas de espessura de película seca (normalmente 1,5 mm sob AASHTO M249), esta sincronização elimina seções finas não conformes.
Dados de construção do mundo real: ganhos de eficiência com a seleção de máquinas
Um projeto de 2022 na autoestrada M25 no Reino Unido comparou dois métodos de aplicação de termoplásticos em troços adjacentes de 5 km:
Métrica
Chaleira Low Cost (Zona Única, Conta Manual)
Máquina Profissional (Multi-Zona, Conta de Pressão)
Velocidade de aplicação (linear m/hora, linha de 150 mm)
1.200 – 1.800
2.800 – 4.500
Desperdício de material (% de pulverização excessiva/excesso)
12 – 18%
3 – 6%
Uso de esferas de vidro (g/m², meta 350)
280 – 520 (alta variação)
330 – 370
Variação de espessura de linha
1,1 – 2,9mm
1,7 – 2,1mm
Horário de fechamento de pista (por 5 km, 2 linhas)
14,8 horas
7,2 horas
Retrabalho necessário (seções não conformes)
8,2% do comprimento total
0,4% do comprimento total
Custo total do projeto (incluindo TMP e retrabalho)
£ 18.400
£ 11.700
A máquina profissional concluiu o mesmo escopo em aproximadamente metade do tempo, com 95% menos retrabalho e ficou 36% mais barata no custo total do projeto. Só a poupança no encerramento de faixas (menos 7,6 horas de gestão de tráfego por 5 km) justificou o investimento em equipamento no âmbito de dois projetos.
Erros comuns que prejudicam o desempenho dos termoplásticos
Erro 1: pular a preparação da superfície
O termoplástico adere mecanicamente, não quimicamente. Necessita de uma superfície limpa, seca e com perfil adequado. A aplicação em pavimento úmido ou contaminado com diesel/óleo reduz a resistência da adesão em 40-60%. A temperatura do pavimento deve ser superior a 10°C; abaixo disso, o material esfria muito rapidamente e os grânulos não conseguem se incorporar. Quinze minutos gastos varrendo e secando compensam em anos de vida útil adicional.
Erro 2: usar o tamanho errado do cordão
Esferas Tipo I (AASHTO M247, 150-850 mícrons) são padrão. Mas para rodovias com tráfego de caminhões pesados, esferas Tipo III ou Tipo IV (diâmetro maior, índice de refração mais alto) melhoram a visibilidade em noites chuvosas em 25-40%. O uso de esferas Tipo I onde o Tipo III é especificado é uma fonte comum de falha na inspeção — e não tem nada a ver com a máquina, apenas com a seleção de consumíveis.
Erro 3: Superaquecimento do material durante a preparação
O pré-aquecimento dos blocos termoplásticos na chaleira economiza tempo. Mas deixar o material a 220°C por mais de 2 horas sem agitação causa degradação térmica do aglutinante de resina de hidrocarboneto. O material ainda será extrudado – mas a linha curada apresenta amarelecimento prematuro e microfissuras dentro de 6 a 8 meses. Uma boa máquina inclui ummodo de retenção de baixa temperatura(160-170°C) para períodos de espera entre turnos.
Perguntas frequentes
P: A marcação rodoviária termoplástica é adequada para superfícies de rodovias de concreto?
Sim, mas requer uma cartilha. No concreto, aplicar um primer epóxi ou poliuretano bicomponente antes da aplicação do termoplástico. Sem primer, a resistência da união cai 50-70%. O primer preenche a porosidade da superfície e fornece a chave mecânica necessária aos termoplásticos. Algumas máquinas integram um sistema de pulverização de primer à frente da sapata de extrusão, eliminando uma passagem separada.
P: Quanto tempo dura uma máquina de marcação termoplástica com manutenção adequada?
Uma máquina bem construída com tanque de aço inoxidável, limpeza regular do queimador e manutenção do sistema hidráulico funciona por 8 a 12 anos em uso comercial normal. Itens de desgaste primário: sapata de extrusão (substituir a cada 2-3 anos ou 500-800 km de linha), rolamentos do agitador e bicos do queimador. Máquinas com tanques de aço macio — comuns em segmentos econômicos — normalmente desenvolvem vazamentos de corrosão dentro de 3 a 5 anos, especialmente em ambientes úmidos ou costeiros.
P: Qual é o consumo típico de material para um projeto de rodovia?
Uma linha de 150 mm de largura e 2 mm de espessura consome aproximadamente 3,5-4,0 kg de termoplástico por 100 metros lineares. Para um projeto de rodovia de 10 km com duas linhas de borda e uma linha central (30 km no total), planeje cerca de 1.200 kg de composto termoplástico mais 350-400 kg de esferas de vidro.
P: Uma máquina pode aplicar tinta termoplástica e tinta fria?
Não. As máquinas termoplásticas são construídas especificamente com tanques aquecidos, camisas de óleo térmico e sistemas de entrega isolados. Os decapantes de linha airless com tinta fria usam bombas de alta pressão e pontas de pulverização sem aquecimento. São categorias de equipamentos fundamentalmente diferentes. Alguns empreiteiros executam os dois tipos no mesmo projeto – termoplástico para marcações rodoviárias de longa distância, spray airless para marcações de linha curta (barras de parada, faixas de pedestres, símbolos) onde a vantagem de velocidade do termoplástico é menos significativa.
P: Qual é o período de retorno típico para atualizar para uma máquina termoplástica profissional?
Com base nos dados do projeto M25, a economia de materiais (6-12% menos desperdício) e a redução de retrabalho (de 8% para menos de 1%) normalmente recuperam a diferença de preço em 3-5 projetos de rodovias de médio porte. Se a máquina atualizada permitir a licitação de contratos com garantias de retrorrefletividade mais rígidas – que os operadores básicos de caldeiras muitas vezes não conseguem cumprir – o retorno do investimento poderá ser inferior a 12 meses a partir da obtenção do primeiro contrato de especificação.
Conclusão
A marcação rodoviária termoplástica tem sido utilizada nas autoestradas europeias desde a década de 1970. O que mudou foi o ambiente de especificação. As autoridades rodoviárias agora assinam contratos com garantias de retrorrefletividade plurianuais. Os empreiteiros que dependem de equipamentos básicos com controle de temperatura deficiente e aplicação manual de cordão estão descobrindo que os custos de retrabalho estão corroendo as margens já estreitas.
Uma máquina de marcação rodoviária termoplástica adequadamente projetada — com aquecimento multizona, agitação contínua, distribuição de cordão alimentada por pressão e controle sincronizado de velocidade de deslocamento — não apenas aplica linhas mais rapidamente. Produz marcações que permanecem visíveis, passam na inspeção e atendem aos requisitos de garantia três anos após a aplicação. A diferença aparece em todas as métricas: desperdício de material, horas de fechamento de pista, taxa de retenção de talão e custo total do projeto por quilômetro.
Para a empreiteira que licita obras rodoviárias, a questão não é usar termoplástico. A questão é se a sua máquina pode atender às especificações – e se a máquina do seu concorrente é melhor.
Procurando uma máquina termoplástica de marcação rodoviária construída para especificações rodoviárias?
Fornecemos equipamentos de marcação termoplástica multizona, aquecidos e com cordão de pressão, com agitação contínua e acionamento hidráulico - projetados para as garantias de retrorrefletividade que os contratos rodoviários exigem. Máquinas disponíveis com matrizes de extrusão de 100-400 mm, capacidade de perfil elevado e sistemas de primer integrados.
Contate-nospara especificações de equipamentos, consulta de projetos e preços.
Leia mais

 Por favor verifique seu email!
Por favor verifique seu email!